|
貴陽白雲忠心模具有限公司 |
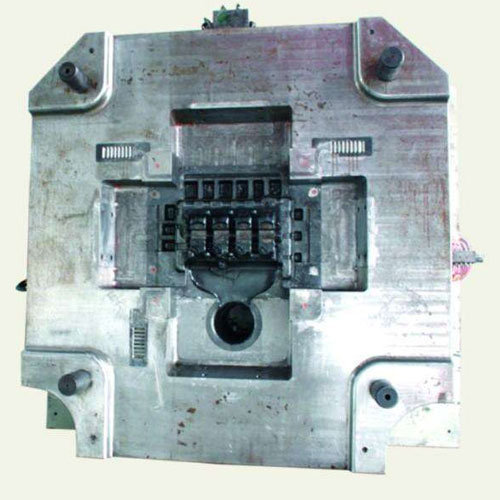
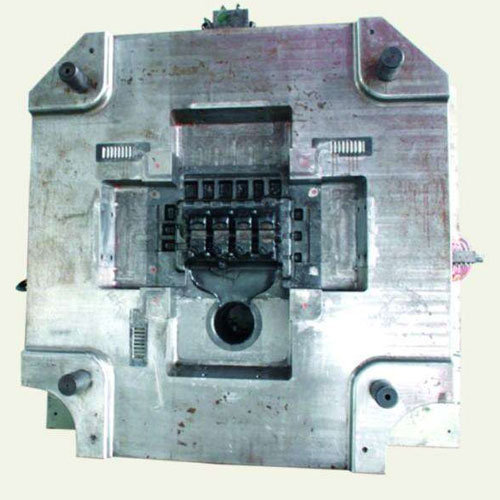
五金拉伸模具的間隙如何確定
硬件拉伸模具的間隙是指硬件拉伸模具凸模具刃與硬件拉伸模具凹模具刃之間的間隙。沖裁間隙對沖裁力的影響規律是間隙越小,變形區壓應力成分越大,拉應力成分越小,材料變形抗力越大,沖裁力越大。相反,間隙越大,變形區域的拉應力成分越大,變形抗力越低,沖裁力越小。那麽,我們應該如何確定間隙呢?
五金拉伸模具。
硬件拉伸模具間隙的選擇應使切割達到良好的截面質量、較高的尺寸精度、較小的切割力,通常具有較高的硬件拉伸模具壽命。硬件拉伸模具的合理間隙是指一個範圍值的合理間隙。硬件拉伸模具間隙的確定是綜合考慮間隙對沖切割力、模具壽命、截面質量等的影響,選擇合適的間隙範圍作為硬件拉伸模具的合理間隙。上限為合理間隙,下限為合理間隙,即合理間隙是指範圍值。硬件拉伸模具的設計可根據工件和生產的具體要求進行。當工件的截面質量沒有嚴格要求時,為了提高硬件拉伸模具的使用壽命,降低切割力,可以選擇較大的間隙值。當工件截面質量和制造公差要求較高時,應選擇較小的間隙值。
五金拉伸模具的確定標準應註意以上幾點。影響間隙值的主要因素是材料的性質和厚度。材料較硬或較厚,間隙值越大。